These main defects include flash, short shots, deforming, crack, air trap, burn mark, color deviation, and welding mark. Some problems are not caused by only mold or only plastic nature. Comprehensive consideration is necessary to avoid these problems.

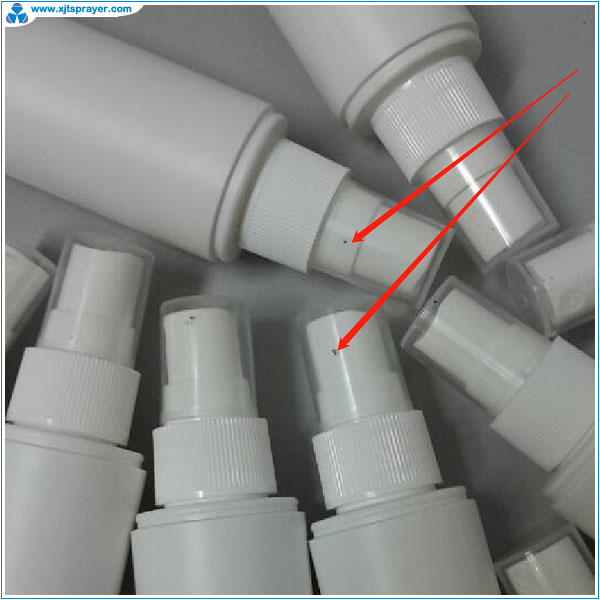
Flash is the overflow of melt plastic into the joint surface of two parts of the mold. The flashes of a sprayer is not obvious but some flashes do affect the quality of the sprayer. For Example, the flash at nozzle hole will generate small drop in the mist. Flash formation is not only because of the precision of mold fitting, but also because of the nature of different plastics. The flash of PP is easier to generate than that of POM. The flash of a bottle is more obviouse than a sprayer because blowing causes additional pressure. The most obvious flash of a bottle is at the bottle bottom made via extrusion blowing.

Short shot means lacking material of a plastic unit. It is caused by incompleted filling during injection. This problem significantly affects the quality of the product. The reasons includes mold design and production progress such as injection pressure, poor gas balance, incompleted melting, etc.

Deformation includes Sink mark and Warpage. Small deformation doesn’t reduce quality but doesn’t look nice. Big deformation will reduce the quality. Deformation is caused by the shrinkage during cooling of the fullly filled mold.

Cracking of a plastic can not be accepted. Although molding progress is one the reason of generating cracking, the raw material nature is more related to the cracking generation. For example, non-new material or non-optimized mixing of more than one plastics or additives.

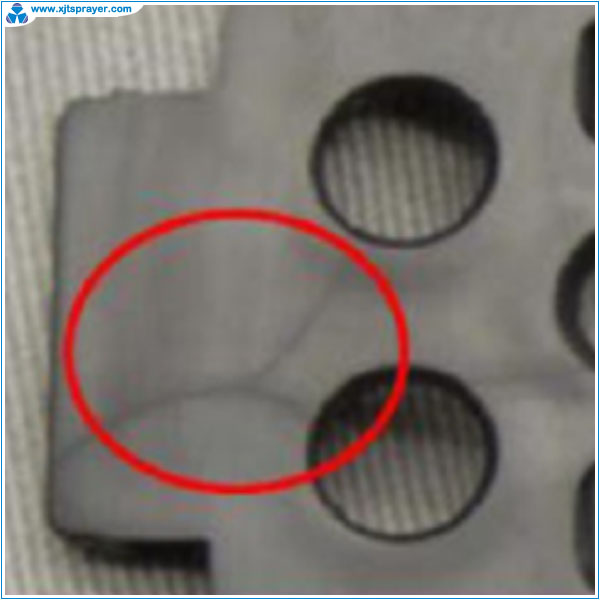
Air trap means the air is trapped in the finished plastic parts. Normally, air trap will form a burn mark. The reason is the gas in the mold fails to be excluded in time when the melted plastic is filled. Tine air trap or burn mark can be accept but big ones are not acceptable.
Burn mark is the black color on the finished plastic unit. Air trap is one reason of forming burn mark. Another reason is there is tiny residue of unremoved plastic or dust in the mold cavity and then cause burn. Small black dot will not reduce quality but big dot can not accepted. Normally manufacturer will make a specification of quality stardands for burn mark.
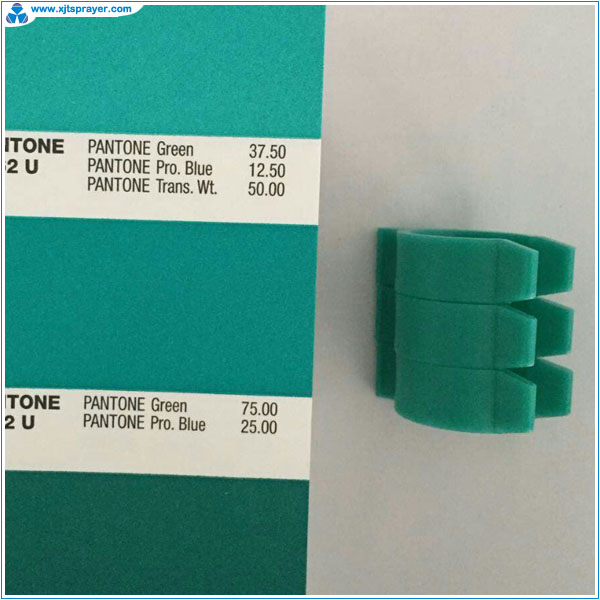
Color deviation means the color of one batch or even one unit is not homogeneous or identical. Color deviation will not reduce the quality of plastic normally. Poorly mixing of plastic raw materail and colorant is the reason of color deviation.
Welding mark is possibly caused only when the melted plastic is injected via two or more holes. Sprayer and bottle don’t have such problem because small plastic unit molding need only one injection hole.
